Número Browse:0 Autor:editor do site Publicar Time: 2026-05-18 Origem:alimentado









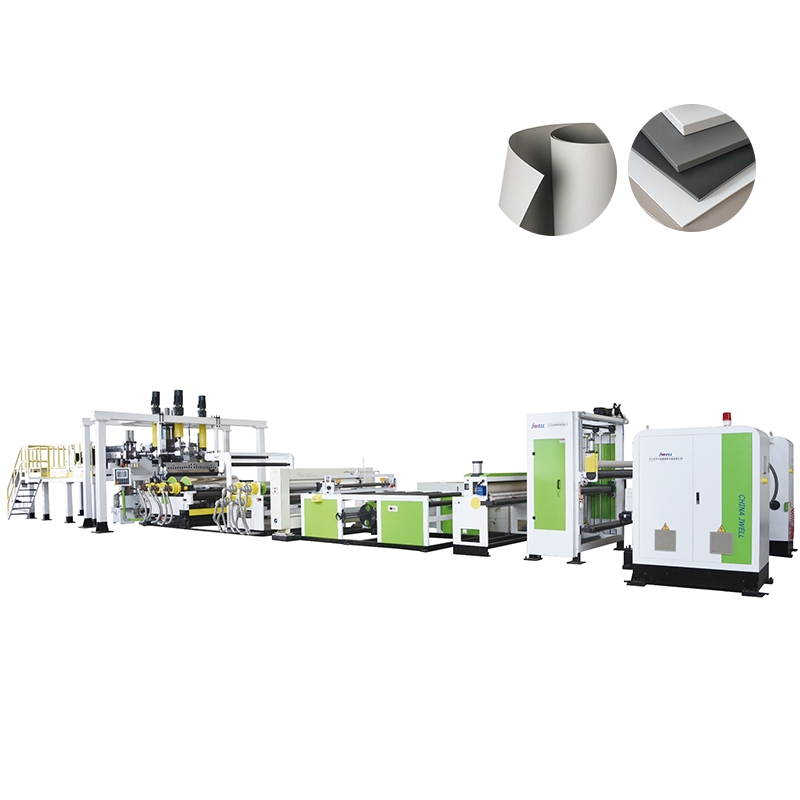
A indústria de fabricação de filmes PET 2026 está crescendo rapidamente, gerando uma forte demanda por máquinas extrusoras avançadas de folhas/placas/filmes e linhas de produção de filmes PET de alta eficiência. À medida que os mercados globais de filmes retráteis continuam a se expandir, os fabricantes estão cada vez mais atualizando os equipamentos de extrusão para melhorar a qualidade do produto, a automação e a eficiência da produção.
Os fabricantes atuais de filmes PET devem equilibrar precisão de espessura, transparência, desempenho de barreira, consumo de energia e compatibilidade de material reciclado enquanto gerenciam a cadeia de fornecimento global e as pressões de custos.
Este guia explora processos de fabricação de filmes PET, configurações de linhas de extrusão, desafios de produção e soluções de máquinas extrusoras de folhas/filmes PET para ajudar os fabricantes a melhorar a eficiência, reduzir custos e aumentar a competitividade dos produtos.

O filme PET, também conhecido como filme de tereftalato de polietileno, é um material termoplástico de alto desempenho amplamente utilizado em embalagens, termoformagem, impressão, eletrônicos, produtos médicos e aplicações industriais. O filme PET oferece excelente transparência, resistência mecânica, estabilidade dimensional e resistência química.
Os produtos modernos de filme PET são normalmente fabricados através de tecnologia de extrusão de precisão usando máquinas profissionais de extrusão de folhas e filmes PET.
O filme PET é produzido através de um processo de extrusão contínua que inclui:
Secagem de resina PET
Extrusão por fusão
Filtração e medição de fusão
Formação de folha em T
Calandragem de três rolos
Resfriamento e corte
Enrolamento automático
Uma linha completa de extrusão de filme PET geralmente inclui:
Sistema de secagem desumidificadora
Extrusora de parafuso duplo
Trocador de tela hidráulico
Bomba de derretimento
Sistema de matriz T
Calandra de três rolos
Quadro de resfriamento
Máquina de enrolamento automático
As máquinas extrusoras de folhas/chapas/filmes de alto desempenho ajudam os fabricantes a obter controle de espessura estável, excelente transparência e alta eficiência de produção.
Quando você projeta embalagens flexíveis ou laminados industriais, o desempenho começa com as propriedades do material base. O filme PET se destaca pela sua estrutura molecular única. O processo de estiramento alinha as cadeias poliméricas para criar características físicas excepcionais.
A resistência térmica determina onde um material pode operar com segurança. O poliéster orientado biaxialmente padrão opera com segurança entre -40°C e 150°C. Possui um alto ponto de fusão de aproximadamente 250°C. Esta extrema estabilidade térmica é crucial para a conversão em alta velocidade. O substrato resiste fortemente ao encolhimento térmico quando passa por fornos de impressão quentes ou rolos de laminação. Você evita a distorção da banda, o que reduz erros de registro nas suas linhas de impressão.
A alta resistência da banda evita diretamente o tempo de inatividade da máquina. Durante o processo de fabricação do BOPET, as extrusoras esticam o material nas direções da máquina e transversal. As taxas de estiramento típicas variam de 3:1 a 4:1. Esta orientação biaxial proporciona uma resistência à tração impressionante de 200–250 MPa. Você ganha excelente rigidez estrutural. Isso permite que você reduza a espessura do material sem sacrificar o desempenho em linhas de embalagem automatizadas.
Os engenheiros muitas vezes calculam mal o rendimento usando valores de densidade incorretos. Você deve diferenciar a densidade do polímero amorfo básico de sua contraparte cristalina. O poliéster amorfo padrão tem uma densidade de aproximadamente 1,33 g/cm³. No entanto, a densidade cristalina do BOPET aumenta para 1,38–1,40 g/cm³ devido ao processo de estiramento.
Filmes transparentes: normalmente calculam 1,39 g/cm³.
Filmes foscos/brancos: Aditivos como dióxido de titânio (TiO2) aumentam a densidade.
Filmes de alto preenchimento: A densidade pode chegar a 1,45+ g/cm³.
Essa variação de densidade impacta diretamente no peso do rolo e nos custos de frete. Rolos mais pesados rendem menos comprimento por quilograma. Você deve usar a densidade exata para seu tipo específico para evitar deficiências na aquisição.
A proteção de produtos sensíveis requer barreiras robustas. Este substrato fornece um equilíbrio ideal para taxas de transmissão de vapor de umidade (MVTR) e taxas de transmissão de oxigênio (OTR). Cria um ambiente altamente seguro contra a degradação atmosférica. Além disso, permanece altamente resistente a óleos, graxas e solventes industriais. Isso o torna um candidato ideal para ambientes químicos agressivos.

Selecionar o polímero certo requer uma compreensão clara das compensações. O gráfico abaixo fornece uma referência rápida para engenheiros que comparam o filme PET com alternativas comuns.
Material | Temperatura operacional máxima | Barreira de oxigênio | Resistência à tracção | Limitação Primária |
|---|---|---|---|---|
PET (BOPET) | 150ºC | Excelente | 200–250 MPa | Custo básico mais alto |
Polietileno (PE) | 80°C | Pobre | 15–30 MPa | Falha sob alta temperatura |
Polipropileno (BOPP) | 130ºC | Moderado | 130–150MPa | Resistência a temperaturas mais baixas |
PVC | 65°C | Moderado | 40–60MPa | Riscos de lixiviação de plastificantes |
PE geralmente oferece custos mais baixos e excelentes barreiras contra umidade. Atua como uma excelente camada de vedação. No entanto, o PE falha rapidamente sob altas temperaturas. Também carece da resistência necessária ao oxigênio para proteger alimentos perecíveis. Quando você precisa de estabilidade em altas temperaturas e barreiras abrangentes, o poliéster vence facilmente o confronto direto.
O BOPP domina os mercados de embalagens e rótulos transparentes padrão porque é altamente econômico. No entanto, o BOPP tem limites. O poliéster oferece rigidez estrutural superior. Ele também oferece melhor capacidade de impressão e maior resistência a temperaturas. Você deve especificar poliéster para laminações industriais exigentes e aplicações alimentícias de alta qualidade onde o BOPP derreteria ou esticaria.
O PVC foi historicamente popular para embalagens blister e mangas retráteis. No entanto, os produtos médicos e alimentares modernos exigem uma segurança química mais rigorosa. O filme PET elimina totalmente os riscos de lixiviação de plastificantes. Oferece uma alternativa mais compatível e quimicamente estável. Isso ajuda você a atender aos rigorosos regulamentos de contato com alimentos da FDA e da UE sem esforço.
As embalagens tradicionais de alta barreira dependem de papel alumínio. Infelizmente, a folha é pesada, cara e propensa a rachaduras. O poliéster metalizado a vácuo atinge propriedades de barreira quase metálicas com uma fração do peso. Você reduz drasticamente sua massa de remessa. Você também elimina vulnerabilidades de flex cracking, garantindo que seu pacote permaneça lacrado durante todo o ciclo de vida de trânsito.
Diferentes aplicações de filmes PET exigem diferentes tecnologias de extrusão e configurações de equipamentos.
Aplicativo | Recursos de equipamento recomendados |
|---|---|
Filme para embalagens de alimentos | Sistema de extrusão de alta limpeza |
Chapa Termoformadora | Linha de extrusão de chapas PET de alto rendimento |
Filme PET médico | Espessura de precisão e controle de contaminação |
Filme PET Óptico | Tecnologia de coextrusão multicamadas |
Folha PET Industrial | Sistema de extrusão estável para serviços pesados |
A escolha da linha de produção de filme PET certa ajuda a melhorar a qualidade do produto, reduzir o desperdício de material e aumentar a eficiência operacional.
A produção de filmes PET requer condições de extrusão extremamente estáveis. Mesmo pequenas flutuações na temperatura de fusão, pressão ou velocidade do rolo podem levar a:
Inconsistência de espessura
Pontos de cristal
Defeitos superficiais
Transparência reduzida
Baixo desempenho de termoformagem
Portanto, as modernas máquinas extrusoras de folhas e filmes PET são geralmente equipadas com:
Sistemas automáticos de controle de espessura
Unidades de filtragem de alta eficiência
Sistemas de controle de temperatura de precisão
Tecnologia de coextrusão multicamadas
Sistemas inteligentes de automação PLC
Equipamentos avançados de extrusão ajudam os fabricantes a obter melhor consistência do produto, menor consumo de energia e maior eficiência de produção.
Especificar substratos para embalagens industriais é um ato de equilíbrio delicado. Você deve alinhar os requisitos de engenharia de precisão — como variáveis de densidade e resistência térmica — com práticas de aquisição estratégicas e conscientes dos riscos. Os cálculos de rendimento e a conformidade comercial não são mais etapas opcionais; eles são fundamentais para um fornecimento bem-sucedido.
Ao planejar seu próximo ciclo de produção, tome medidas imediatas para proteger sua cadeia de suprimentos. Aconselhe seus compradores técnicos a iniciarem conversas com fornecedores com antecedência. Solicite fichas técnicas (TDS) para cada nota proposta. Confirme se os níveis de dina do tratamento corona correspondem às suas capacidades de impressão. Por fim, sempre solicite prova verificada de conformidade comercial antes de solicitar seus primeiros testes piloto.
R: Os cálculos geralmente falham porque os compradores usam a densidade errada. O poliéster amorfo padrão tem densidade de 1,33 g/cm³. No entanto, os graus orientados biaxialmente (BOPET) têm uma estrutura cristalina mais alta, elevando a densidade para 1,38–1,40 g/cm³. Filmes preenchidos contendo dióxido de titânio podem exceder 1,45 g/cm³.
R: Sim, as classes padrão têm energia superficial naturalmente baixa. Tintas e adesivos não aderem com segurança a superfícies não tratadas. Você deve garantir que o material receba tratamentos elétricos (corona) ou químicos. Isto aumenta a energia superficial para >42 dine/cm para uma ótima capacidade de impressão.
R: Não. O poliéster padrão tem um alto ponto de fusão de aproximadamente 250°C e não sela sob condições normais de embalagem. Para obter uma vedação forte, você deve especificar um tipo de coextrusão especializado ou aplicar uma camada de vedação térmica dedicada.
R: Medidores mais espessos melhoram significativamente a rigidez estrutural e oferecem melhorias marginais na barreira. No entanto, se a sua aplicação exigir um desempenho excepcional de alta barreira, aumentar a espessura será ineficiente. Você consegue melhores barreiras contra umidade e oxigênio por meio de revestimentos especializados de PVdC ou metalização a vácuo.


