Número Browse:0 Autor:editor do site Publicar Time: 2025-11-12 Origem:alimentado









Quando você vê a camada lisa e transparente entre duas folhas de vidro automotivo, você está olhando para o filme PVB – o herói invisível que dá ao vidro laminado sua resistência e segurança. Por trás da criação desse filme está uma tecnologia notável: a linha de extrusão de filme PVB.
Neste guia, explicaremos o que é uma linha de extrusão de filme PVB , , como ela funciona e por que fabricantes líderes como Foshan Bkwell Machinery Co., Ltd.
PVB (Polivinil Butiral) é um polímero especial conhecido por sua clareza óptica, flexibilidade e forte adesão ao vidro. Essas propriedades o tornam o interlayer ideal em vidros laminados de segurança , usados em carros, edifícios e até mesmo em painéis solares.


Alta transparência – Aparência visual clara para pára-brisas e vidros arquitetônicos.
Resistência ao impacto – Mantém o vidro quebrado durante o impacto.
Resistência UV – Bloqueia a radiação ultravioleta prejudicial.
Isolamento acústico – Reduz a transmissão de ruído em edifícios e veículos.
Durabilidade climática – Apresenta bom desempenho em condições extremas de temperatura e umidade.
| Benefícios | de aplicação | na indústria |
|---|---|---|
| Automotivo | Para-brisas, vidros laterais e teto | Segurança, clareza óptica, redução de ruído |
| Construção | Vidro laminado de segurança | Integridade estrutural, bloqueio UV |
| Fotovoltaico | Encapsulamento de painel solar | Estabilidade a longo prazo, transparência |
| Decorativo / Arquitetônico | Vidro colorido ou estampado | Apelo estético, segurança |
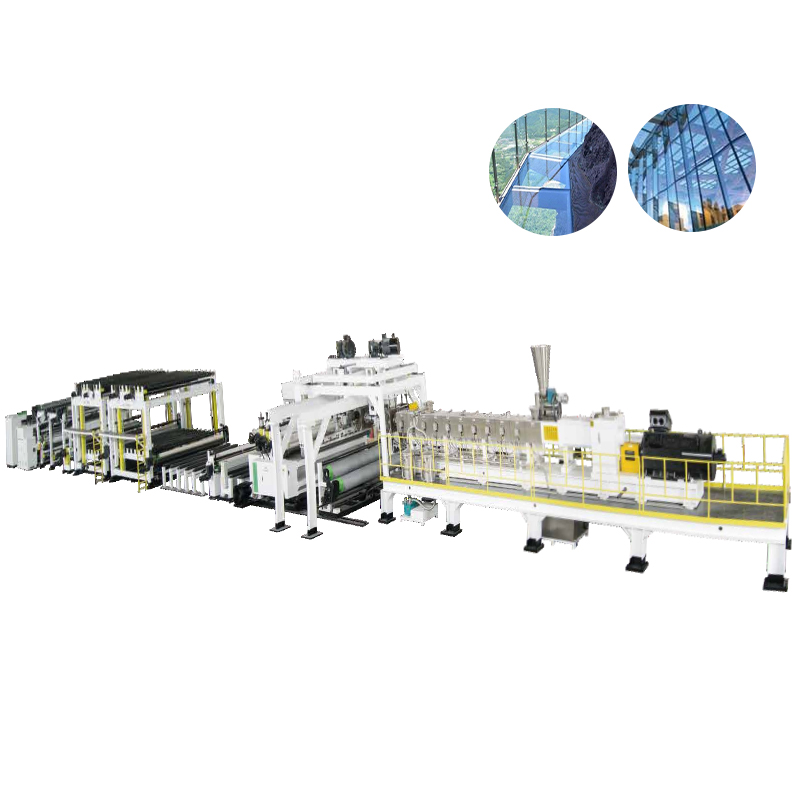
Uma linha de extrusão de filme PVB é um sistema de produção totalmente automatizado que transforma a resina PVB em filmes contínuos e uniformes por meio de aquecimento, fusão, extrusão e calandragem..
Este maquinário avançado combina controle preciso de temperatura, design de parafuso e automação inteligente para garantir que o filme atenda aos padrões de qualidade rigorosos para vidros de segurança e outras aplicações.
Produção contínua: Espessura de filme consistente e desperdício reduzido.
Eficiência energética: Zonas de aquecimento controladas otimizam o uso de energia.
Melhor qualidade: Acabamento superficial liso, sem bolhas, excelente transparência.
Automação: Operação mais fácil e menos ajuste manual.
O processo começa quando os grânulos ou flocos de resina de PVB são carregados em um sistema de secagem e alimentação. .
Como o PVB absorve facilmente a umidade, a secagem é essencial – geralmente a 60–80°C por várias horas – para evitar bolhas e turvação no filme final.
Dentro da extrusora , um parafuso projetado com precisão gira dentro de um cilindro aquecido.
O parafuso comprime e derrete a resina gradualmente.
As zonas de aquecimento (alimentação → compressão → dosagem) mantêm a temperatura uniforme.
O material fundido torna-se homogêneo e pronto para moldagem.
As extrusoras da Foshan Bkwell Machinery apresentam relações L/D otimizadas e controle de temperatura multizona para fundidos de PVB estáveis e sem bolhas.
A resina fundida flui através de um sistema de filtro que remove impurezas.
Em seguida, uma bomba de fusão garante um fluxo constante e sem pulsação para a matriz, mantendo espessura e qualidade de filme consistentes.
O fundido passa através de uma matriz T ou matriz plana , espalhando-se uniformemente para formar uma película larga e fina.
Os lábios da matriz são ajustáveis para controlar a largura e uniformidade do filme.
A temperatura da matriz (200–230°C) garante fluxo perfeito e transparência.
O filme recém-formado passa por três rolos de resfriamento calandrados com precisão que o modelam e resfriam simultaneamente.
O controle da temperatura do rolo proporciona ao filme uma superfície brilhante e uniforme.
A tolerância de espessura pode ser tão precisa quanto ±0,01 mm.
Finalmente, as bordas são aparadas e o filme é enrolado em rolos sob sistemas de enrolamento com tensão controlada. .
Cada rolo é automaticamente etiquetado, cortado e preparado para laminação ou armazenamento.
| Componente | Função | Principais recursos |
|---|---|---|
| Sistema de secagem e alimentação | Remove a umidade da resina | Secadores desumidificadores, carregadores automáticos |
| Extrusora | Derrete e mistura resina PVB | Zoneamento de temperatura preciso e de parafuso único |
| Bomba e filtro de fusão | Estabiliza a pressão e filtra impurezas | Trocador de tela de malha fina |
| Cabeça T-Die | Molda a resina derretida em filme | Lábios ajustáveis, fluxo uniforme |
| Unidade de Calandragem | Suaviza e esfria o filme | Sistema de três rolos com controle de temperatura |
| Sistema de enrolamento | Coleta e rola o filme | Controle automático de tensão e alinhamento |
| Painel de controle CLP | Sistema de operação central | Interface touchscreen, monitoramento de dados em tempo real |
| Parâmetro | Faixa recomendada | Descrição |
|---|---|---|
| Temperatura de extrusão | 160–230°C | Depende do tipo de resina e da espessura do filme |
| Velocidade do parafuso | 20–80 RPM | Ajustado para produção e qualidade de fusão |
| Relação L/D | 28–32 | Parafusos mais longos melhoram a mistura e a estabilidade do fundido |
| Taxa de compressão (ε) | 2,0–2,8 | Equilibra cisalhamento e pressão para fusão uniforme |
| Temperatura do Rolo da Calandra | 30–60°C | Afeta o brilho e a qualidade da superfície |
| Espessura do Filme | 0,38 mm / 0,76 mm típico | Baseado em padrões de vidro laminado |
Fazer de alta qualidade filme PVB não envolve apenas usar os materiais certos – trata-se de ajustar perfeitamente o processo de extrusão . Cada pequeno detalhe conta. Da temperatura do cilindro à velocidade da rosca, o equilíbrio certo garante que o filme permaneça transparente, sem bolhas e consistente de ponta a ponta. Vamos detalhar como otimizar cada fator para obter os melhores resultados de extrusão.
A resina PVB é sensível. Muito calor queima. Muito pouco deixa manchas não derretidas. O objetivo é um aquecimento estável e gradual em cada zona do barril.
| Zona | Função | Temperatura típica (°C) | Notas principais |
|---|---|---|---|
| Zona de alimentação | Início do derretimento | 40–60 | Mantenha-se baixo para evitar pontes ou aderências |
| Zona de compressão | Área principal de fusão | 150–180 | O calor constante garante um fluxo de fusão uniforme |
| Zona de Medição | Homogeneizando o fundido | 180–210 | Evite picos para evitar bolhas |
| Morrer Zona | Modelagem de filme | 200–230 | Ajuste fino para uma superfície lisa e brilhante |
Pontas:
Mantenha os aquecedores espaçados uniformemente para evitar pontos frios.
Fique atento à descoloração – significa superaquecimento.
Sempre pré-aqueça a matriz um pouco acima da zona de medição para obter um fluxo estável.
O parafuso é o coração da extrusora. Sua geometria decide a suavidade com que o PVB derrete e se mistura.
| Parâmetro | Faixa ideal | Por que é importante |
|---|---|---|
| Relação L/D | 28–32 | Parafusos mais longos melhoram a fusão e a mistura |
| Taxa de compressão | 2,0–2,8 | Ajuda a controlar o cisalhamento e a pressão de saída |
| Velocidade do parafuso | 20–80 RPM | Equilibra a produção e a qualidade do fundido |
Dicas rápidas:
Use um parafuso de compressão progressiva para uma fusão uniforme.
Evite operar em altas rotações – isso superaquece o material fundido.
Adicione uma seção de mistura ou barreira para melhorar a uniformidade do fundido.
Ao ajustar a velocidade do parafuso, altere-a gradualmente. Saltos repentinos podem causar choques de pressão ou fluxo irregular.
Pense na pressão de fusão como o batimento cardíaco da linha. Muito alto e o filme rasga ou queima. Muito baixo e o fluxo torna-se irregular.
Mantenha a pressão de fusão dentro de uma janela operacional estável (geralmente 8–15 MPa).
Use uma bomba de derretimento para fluxo e espessura consistentes.
Monitore a contrapressão – um pequeno aumento ajuda a misturar, mas adiciona calor.
Uma curva de pressão estável significa qualidade estável. As flutuações mostram que algo está errado - talvez o filtro ou a matriz estejam obstruídos.
O resfriamento decide a textura final e a clareza do filme PVB. A seção de calandragem deve resfriar o fundido uniformemente, sem forçá-lo.
| Configuração | da faixa típica | Efeito na qualidade |
|---|---|---|
| Temperatura do rolo | 30–60°C | Temperatura mais alta = filme brilhante; temperatura mais baixa = superfície fosca |
| Pressão do rolo | 1,5–3,0MPa | Mantém a espessura uniforme |
| Velocidade de aperto | Corresponder à velocidade de extrusão | Previne estrias e linhas de tensão |
Dicas profissionais:
Use controle de temperatura independente em cada rolo para maior precisão.
Ajuste a pressão do rolo com cuidado – excesso causa branqueamento por estresse.
Mantenha superfícies lisas dos rolos; arranhões aparecem no filme instantaneamente.
A resina PVB é higroscópica – adora água. A umidade causa neblina, bolhas ou turvação. Mantenha-o seco.
Pré-secar a resina a 60–80°C durante pelo menos 3–5 horas.
Use secadores desumidificadores para manter a umidade abaixo de 0,3%.
Mantenha o ambiente limpo – até a poeira pode marcar o filme.
A temperatura ambiente em torno de 22–25°C mantém o processo estável.
Ao trocar lotes de resina, teste primeiro o fluxo de fusão. Pequenas diferenças na viscosidade podem afetar os parâmetros de configuração.
As modernas linhas de extrusão utilizam sistemas de controle inteligentes para otimizar automaticamente a qualidade do filme.
Os controladores digitais de temperatura mantêm cada zona estável.
Sensores de pressão detectam obstruções ou desalinhamento da matriz.
Medidores a laser medem a espessura em tempo real.
Os sistemas de feedback baseados em IA ajustam a temperatura e a velocidade da rosca automaticamente.
Esses sistemas reduzem ajustes por tentativa e erro, economizando tempo e material.
| Tecnologia | Função | Benefício |
|---|---|---|
| Controle PLC + tela sensível ao toque | Monitoramento em tempo real | Simplifica a operação |
| Controle de pressão em circuito fechado | Mantém fluxo constante | Reduz a variação do filme |
| Ajuste automático de espessura | Correção em tempo real | Uniformidade perfeita |
| Problema | Causa provável | Correção |
|---|---|---|
| Bolhas no filme | Umidade em resina | Aumente o tempo de secagem, verifique o funil |
| Filme amarelo | Superaquecimento | Abaixe a temperatura do barril ou da matriz |
| Superfície ondulada | Desequilíbrio de resfriamento | Ajustar a temperatura do rolo |
| Espessura irregular | Diferença na matriz ou problema de pressão | Limpe o filtro, equilibre o fluxo de fusão |
| Superfície opaca | Baixa temperatura do rolo | Aumente o aquecimento do rolo ou dê polimento aos rolos |
Mesmo pequenas alterações – alguns graus ou RPMs – podem trazer a qualidade do filme de volta à perfeição.
Mesmo a mais avançada linha de extrusão de filme PVB pode enfrentar desafios durante a produção. Bolhas, neblina, amarelecimento – esses problemas frustram os operadores e desperdiçam material. A boa notícia? A maioria dos problemas tem causas claras e soluções simples, uma vez que você saiba onde procurar. Vamos explorar os problemas mais frequentes, por que acontecem e como resolvê-los rapidamente.
Se o seu filme parecer turvo ou cheio de pequenas bolhas, geralmente é um problema de umidade ou temperatura . A resina PVB absorve água facilmente e a umidade retida se transforma em vapor quando aquecida.
| Causa | Descrição | Solução |
|---|---|---|
| Umidade em resina | O vapor de água cria bolhas durante o derretimento | Resina pré-seca a 60–80°C por 3–5 horas |
| Superaquecimento no barril | O excesso de calor decompõe o polímero | Temperaturas mais baixas da zona de compressão e medição |
| Ar preso no derretimento | Ventilação deficiente ou filtro bloqueado | Verifique a porta de ventilação e limpe os filtros regularmente |
| Alta velocidade do parafuso | Muito cisalhamento adiciona ar ao fundido | Reduza o RPM ou adicione uma seção ventilada |
Dica: Use um secador desumidificador em vez de um secador de ar quente – ele mantém a umidade abaixo de 0,3%, evitando totalmente a neblina.
Uma tonalidade amarela ou cheiro de queimado significa que a resina está se degradando sob o calor . Quando isso acontece, a clareza óptica diminui rapidamente.
Possíveis causas:
Temperatura do barril ou da matriz muito alta.
Longo tempo de permanência no interior da extrusora.
Matéria-prima contaminada ou resina reciclada.
Correções:
Reduza a temperatura nas zonas de medição e matriz em 10–15°C.
Reduza a velocidade do parafuso para diminuir a exposição do material ao calor.
Use resina virgem limpa ou material reciclado pré-filtrado.
Inspecione aquecedores e termopares quanto a aquecimento irregular.
Movimento profissional: Mantenha a temperatura de fusão abaixo de 230°C para PVB. Qualquer coisa mais alta corre o risco de descoloração e má adesão.
Quando um lado do filme parece mais grosso, não é sua imaginação. Geralmente é um problema no equilíbrio da pressão ou no alinhamento da matriz.
| Causa | Efeito | Ação recomendada |
|---|---|---|
| Filtro ou tela entupida | Fluxo restrito de um lado | Substitua os filtros, limpe a placa do disjuntor |
| Morrer lábios desalinhados | Folga de extrusão irregular | Ajuste os parafusos da matriz ou o alinhamento dos lábios |
| Pressão de fusão instável | Fluxo inconsistente para morrer | Estabilize a pressão através da bomba de fusão |
| Desequilíbrio de pressão do rolo | O filme estica de maneira desigual | Calibrar a folga do rolo e a força de aperto |
Além disso, certifique-se de que a temperatura na matriz permaneça uniforme. Mesmo uma pequena diferença de 5°C pode causar o espessamento de uma borda.
Marcas na superfície podem arruinar um rolo de filme perfeito. Freqüentemente, eles remontam a equipamentos contaminados ou superfícies desgastadas.
Causas comuns:
Partículas de poeira ou sujeira na alimentação de resina.
Rolos de calandra riscados ou lábios mordidos.
Resíduos presos de execuções anteriores.
Correções rápidas:
Limpe a tremonha e o sistema de alimentação antes de cada lote.
Faça polimento ou substitua rolos riscados.
Use resina de purga ao alterar cores ou classes.
Inspecione a matriz regularmente – mesmo uma pequena rebarba pode deixar linhas visíveis.
Dica: Sempre cubra os rolos de filme durante o resfriamento. A poeira transportada pelo ar pode incorporar-se em superfícies macias de PVB.
A deformação da borda parece pequena, mas pode causar grandes problemas na laminação. Geralmente é devido ao resfriamento ou tensão irregular.
| Problema | Causa provável | Correção |
|---|---|---|
| Enrolando para dentro | Resfriamento irregular entre os rolos superior e inferior | Equilibre as temperaturas do rolo |
| Superfície ondulada | Tensão excessiva no enrolador | Ajuste o controle de tensão e a velocidade de enrolamento |
| Deformação de borda | Espessura irregular do filme | Calibrar a pressão da matriz e do nip |
| Deslizamento do filme | Pressão inadequada do rolo | Aumente ligeiramente a pressão de aperto |
Fique atento à diferença de temperatura entre os rolos da calandra – procure uma variação inferior a 3°C.
Às vezes, o filme PVB não adere adequadamente ao vidro durante a laminação. Isso geralmente indica contaminação da superfície ou envelhecimento do filme.
Por que isso acontece:
Poeira, óleo ou resíduos de silicone no vidro.
Filme armazenado por muito tempo em condições úmidas.
Temperatura ou pressão de laminação incorreta.
Como consertar:
Limpe os vidros com álcool ou detergente especializado.
Mantenha o filme lacrado em embalagens à prova de umidade.
Use temperatura de laminação em torno de 130–145°C e pressão constante.
Substitua os rolos antigos se eles excederem o prazo de validade (normalmente 6 meses).
Dica profissional: armazene o filme PVB em um ambiente controlado — 23°C, abaixo de 30% de umidade — para obter melhores resultados de colagem.
Se a extrusora parar inesperadamente ou a produção flutuar, é hora de verificar o sistema – não apenas o material.
Razões potenciais:
Falha no sensor ou sinal falso.
Canal de fusão bloqueado ou filtro entupido.
Fonte de alimentação inconsistente ou excesso de temperatura.
Etapas de solução de problemas:
Verifique o log de erros do PLC em busca de códigos de falha.
Inspecione aquecedores, sensores e fiação quanto a danos.
Substitua ou limpe as telas de filtro bloqueadas.
Reinicie usando uma temperatura mais baixa do cilindro para evitar queimaduras de resina.
Um cronograma de manutenção preventiva confiável evita a maioria dessas paradas antes que elas aconteçam.
| Problema | Causa provável | Correção recomendada |
|---|---|---|
| Bolhas / Neblina | Umidade em resina | Resina seca, reduza a temperatura |
| Filme Amarelo | Superaquecimento | Abaixe a temperatura de fusão, desacelere o parafuso |
| Espessura irregular | Morre desequilíbrio | Ajuste as bordas da matriz, limpe o filtro |
| Arranhões | Rolinhos sujos | Limpar ou polir rolos |
| Ondulação de borda | Resfriamento irregular | Equilibre a temperatura e a pressão do rolo |
| Má adesão | Contaminação | Limpe o vidro, guarde o filme seco |
| Desligamento automático | Erro do sistema | Inspecione os sensores, limpe o filtro |
Para minimizar defeitos recorrentes, faça da manutenção uma rotina e não uma reação.
Limpe a matriz, o parafuso e o cilindro após cada turno de produção.
Substitua os filtros antes que atinjam 80% de obstrução.
Calibre os sensores de temperatura mensalmente.
Lubrifique as peças mecânicas conforme programação do fabricante.
Mantenha um registro de todas as alterações de parâmetros e problemas observados — os padrões revelam rapidamente as causas principais.
As modernas linhas de extrusão concentram-se na poupança de energia e na sustentabilidade — um compromisso que se alinha com a missão da Bkwell.
Reduz o consumo de energia em até 35%.
Garante um aquecimento mais rápido e uniforme.
Menor estresse térmico nos componentes da máquina.
As interfaces PLC e touchscreen simplificam a operação.
Os ciclos de feedback automatizados mantêm a produção estável.
Algoritmos de autoaprendizagem otimizam zonas de temperatura.
Suporte para resina PVB reciclada a partir de resíduos de vidro laminado.
Menor pegada de carbono e geração de resíduos.
Foshan Bkwell Machinery Co., Ltd. integra projetos ecológicos e de economia de energia em todos os sistemas de extrusão, ajudando os clientes a reduzir custos e ao mesmo tempo proteger o meio ambiente.
Use sempre luvas, óculos de proteção e sapatos de segurança.
Mantenha a área livre de riscos de escorregamento e superfícies quentes.
Nunca abra a matriz ou o cilindro durante a operação.
Limpe o parafuso, o cilindro e a matriz regularmente usando métodos não abrasivos.
Inspecione aquecedores, sensores e vedações semanalmente.
Substitua as peças desgastadas imediatamente para evitar defeitos.
Fundada em 2017, Foshan Bkwell Machinery Co., Ltd . é um fabricante de máquinas de extrusão de plástico de alta qualidade do Grupo Jwell , com sede no distrito de Shunde, Guangdong, China.
A Bkwell é especializada em pesquisa e desenvolvimento, produção e vendas de linhas de extrusão avançadas — incluindo equipamentos de extrusão de filme PVB projetados para as indústrias automotiva, de construção e fotovoltaica.
Alcance Global: Fábricas no Sul da China e na Tailândia, atendendo ao Sudeste Asiático e além.
Foco na inovação: P&D avançado em moldagem por extrusão de alta qualidade e controles digitais.
Engenharia Personalizada: Linhas personalizadas para atender às suas necessidades de resina, espessura e produção.
Compromisso de Sustentabilidade: Máquinas que reduzem desperdício de energia e materiais.
Suporte Pós-Venda: Instalação, treinamento e assistência técnica vitalícia.
Quando você investe em uma linha de extrusão de filme PVB da Foshan Bkwell Machinery, você está investindo em desempenho consistente, eficiência e engenharia de nível global.
O filme PVB desempenha um papel essencial nos modernos produtos solares e de vidro de segurança – e uma linha de extrusão de filme PVB é onde essa história começa.
Ao combinar engenharia de precisão, sistemas de controle inteligentes e tecnologia sustentável, , a Foshan Bkwell Machinery Co., Ltd. oferece soluções de extrusão confiáveis em todo o mundo.
Esteja você montando uma nova linha de produção ou atualizando a existente, a experiência da Bkwell garante que seu investimento leve a uma qualidade de filme superior, maior produção e lucratividade a longo prazo.


