Número Browse:0 Autor:editor do site Publicar Time: 2025-11-12 Origem:alimentado








Quando você pretende comprar máquinas de extrusão de plástico ou lançar uma linha de produção, duas questões estão em destaque: 'O que é uma extrusora?' e 'Como configurar uma extrusora?' Neste guia completo, orientaremos você em ambos - em inglês simples, mas com a profundidade técnica necessária - e mostraremos por que a parceria com uma marca confiável como a Bkwell Machinery faz a diferença.

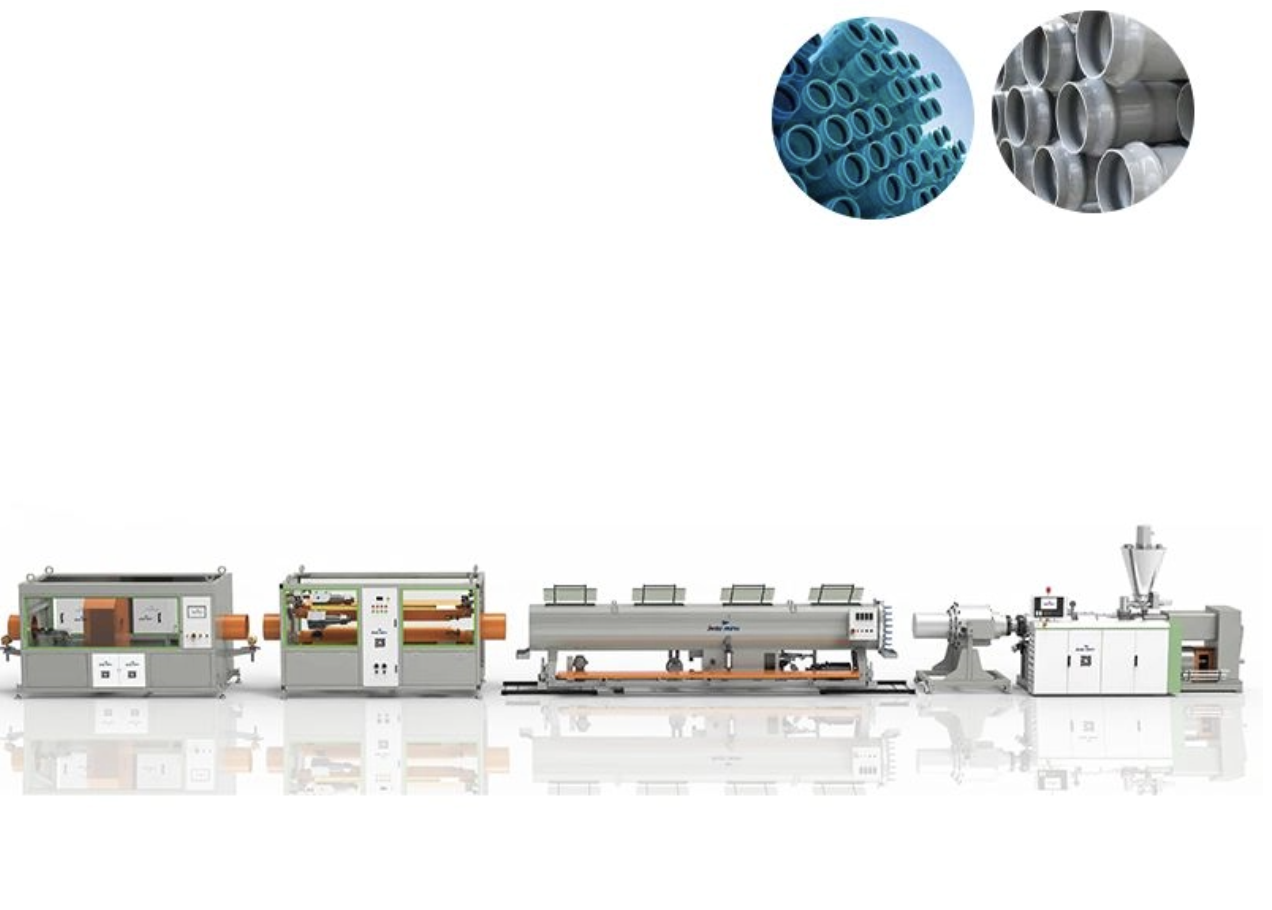
A extrusão é um dos métodos de produção mais utilizados nas indústrias de plásticos, borracha, alimentos e até metal. Uma extrusora essencialmente derrete e empurra o material através de uma matriz moldada para formar perfis contínuos (tubos, folhas, filmes, perfis) com seção transversal e desempenho consistentes.
Para um comprador ou tomador de decisão que esteja considerando um novo equipamento de extrusão, saber o que a máquina faz — e como ela é configurada — é vital. A configuração correta afeta a qualidade do produto, o rendimento, o uso de energia e o custo do serviço a longo prazo.
Com isso em mente, vamos primeiro esclarecer exatamente o que é uma extrusora.
Uma máquina extrusora é um equipamento que recebe matéria-prima (geralmente grânulos, pós ou pellets), derrete ou amolece e força-a através de uma matriz para produzir uma forma contínua.
Nos plásticos, por exemplo, esta forma contínua pode ser um tubo, uma folha, um perfil ou uma película. A extrusora fornece força mecânica (por meio de um parafuso), energia térmica (por meio de aquecedores) e modelagem (por meio de uma matriz) para transformar a matéria-prima em um produto utilizável.
Veja como funciona o processo de extrusão passo a passo:
Alimentação – A matéria-prima é carregada na tremonha e entra no barril.
Fusão/Plastificação – À medida que a rosca gira dentro do cilindro, o material é transportado para frente, comprimido, aquecido, derretido e homogeneizado.
Modelagem – O fundido é forçado através de uma matriz com uma seção transversal especificada e sai como um fio, folha ou perfil contínuo.
Resfriamento e Acabamento – O produto extrusado é resfriado e solidificado, cortado ou coletado a jusante. O equipamento auxiliar desempenha um papel aqui.
Então, em essência: o que é uma extrusora? É o coração de uma linha de produção contínua que transforma matéria-prima em produto moldado. E como montar uma extrusora? Isso significa configurar todos esses componentes e parâmetros para que a máquina funcione de forma confiável e eficiente. Iremos mergulhar nisso em breve.

Para alguém que compra uma máquina de extrusão, compreender os componentes principais é crucial – porque cada um afeta o custo, a capacidade, a manutenção e a qualidade da produção.
A tremonha e a garganta de alimentação trazem o material para dentro do barril. Para um melhor desempenho, você deseja uma alimentação consistente, idealmente seca e livre de contaminação, porque as variações aqui afetam a fusão posterior e a qualidade da extrusão.
Muitas vezes descrito como o coração da extrusora:
O parafuso gira e transporta o material, comprimindo-o e derretendo-o. Sua geometria (relação comprimento/diâmetro, profundidade do canal, projeto do voo) é crítica.
O cilindro envolve o parafuso e contém zonas de aquecimento e resfriamento conforme necessário. O parafuso e o cilindro devem funcionar como um sistema.
Isso determina a forma final do produto. Um bom design da matriz garante espessura de parede uniforme, fluxo de fusão adequado e defeitos mínimos. É importante investir em ferramentas de alta qualidade quando você se preocupa com a precisão do produto.
Depois que o fundido sai da matriz, ele precisa ser resfriado, fixado em forma e frequentemente cortado/medido. Equipamentos auxiliares, como transportadores, tanques de dimensionamento a vácuo, tanques de resfriamento e cortadores, são importantes.
Este é o tipo mais comum e econômico para muitas aplicações simples de extrusão de plástico. Design mais simples, mais fácil de manter, menor custo. Bom quando você processa materiais padrão e não precisa de mistura ou composição ultra-alta.
Oferece mistura, composição e processamento aprimorados de materiais preenchidos ou reciclados. De acordo com fontes da indústria, as máquinas de rosca dupla permitem melhor homogeneização, maior rendimento e mais flexibilidade.
Ao processar materiais mais exigentes, opte pelos parafusos duplos.
Se o seu produto for básico (tubo de PVC/PE padrão, perfil) → parafuso único pode servir.
Se você estiver lidando com compostos preenchidos, reciclagem, alto teor de mistura ou precisar de alta uniformidade → considere a rosca dupla.
Avalie também custo, manutenção, peças de reposição e quem fará a manutenção do equipamento.
Agora responderemos a segunda parte: como montar uma extrusora . Para um comprador de máquinas, configurar significa: instalar, configurar, iniciar, otimizar e manter. Aqui está um guia passo a passo em linguagem amigável.
Antes de ligar a máquina:
Verifique as especificações do material que você irá processar (tipo, teor de umidade, cargas).
Inspecione a máquina: parafuso, cilindro, matriz, sistema de alimentação, dispositivos de segurança.
Verifique os utilitários: fonte de alimentação, aquecedores, sistema de refrigeração (água/ar), vácuo se necessário.
Certifique-se de que a matéria-prima esteja seca (se necessário) para evitar defeitos relacionados à umidade.
A temperatura é um dos aspectos mais importantes da configuração da extrusora. Temperaturas inadequadas levam a fusão deficiente, degradação e produção inconsistente.
Identifique as zonas de temperatura: zona de alimentação, zona de compressão, zona de medição, zona de matriz.
Para plásticos de engenharia comuns, consulte as recomendações do fabricante. Por exemplo: para materiais PC, PMMA, PA, PET, PVC.
Ajuste e monitore. Evite o superaquecimento (causa descoloração) e o subaquecimento (causa fluxo insuficiente).
Certifique-se de que a pressão de fusão na matriz esteja dentro da faixa aceitável – muito alta pode significar bloqueio ou cisalhamento excessivo; muito baixo pode significar rendimento insuficiente.
Defina a taxa de alimentação para que a máquina não fique sobrecarregada e possa manter o estado estável.
Use a velocidade do parafuso e o tamanho da matriz adequados para a saída desejada.
A rotação do parafuso afeta a produção, a qualidade do fundido e a temperatura. Velocidade mais alta pode significar maior rendimento – mas também mais cisalhamento, mais calor e talvez mais desgaste.
Ajuste a velocidade com base nas propriedades do material e na capacidade do equipamento posterior.
Após o fundido sair da matriz, configure o resfriamento (tanque de água, dimensionamento a vácuo) para que o produto solidifique adequadamente sem distorção.
Certifique-se de que o equipamento posterior (extrator, cortador) esteja sincronizado com a velocidade da extrusora para manter tamanho e formato consistentes.
Certifique-se de que a matriz esteja devidamente montada, alinhada e ajustada.
Verifique a espessura uniforme da parede e dimensões consistentes.
O ajuste fino nesta fase melhora a qualidade do produto final.
Execute execuções de produção de teste, monitore a produção em busca de defeitos (vazios, bolhas, empenamentos, espessura inconsistente).
Ajuste os parâmetros: zonas de temperatura, velocidade do parafuso, folga da matriz, taxa de avanço.
Implementar sistemas de monitoramento para garantir a estabilidade a longo prazo.
Escolher o parafuso e a configuração correta da máquina não é adivinhação – é precisão. Cada plástico se comporta de maneira diferente quando aquecido e cortado, portanto, sua extrusora deve corresponder ao fluxo, ponto de fusão e estabilidade do material. Faça isso direito e você terá um processo tranquilo e eficiente. Perca isso e você enfrentará um derretimento deficiente, manchas coloridas ou até mesmo danos à máquina. Vamos decompô-lo claramente.
Antes de combinar os parafusos com os materiais, você precisa saber três princípios básicos:
Relação L/D (Comprimento/Diâmetro):
Controla o tempo de fusão e a qualidade da mistura. Uma proporção mais alta melhora a fusão, mas aumenta a pressão.
Taxa de compressão (ε):
Define o quão firmemente o material é compactado. Razões baixas reduzem o cisalhamento, enquanto proporções altas melhoram a mistura.
Profundidade e folga do canal:
afetam a forma como o material se move e derrete. Muito pequeno? O atrito aumenta. Muito grande? Deslizamentos de materiais.
| Parâmetro | O que significa | Faixa típica | Por que é importante Faixa de fusão |
|---|---|---|---|
| Relação L/D | Comprimento do parafuso dividido pelo diâmetro | 16–32 | Parafusos mais longos melhoram a plastificação para resinas resistentes |
| Taxa de compressão (ε) | Profundidade de alimentação ÷ profundidade de dosagem | 1,6–3,5 | Controla o cisalhamento e a consistência de fusão |
| Velocidade do parafuso (RPM) | Velocidade de rotação do parafuso | 20–120 | Impacta a saída, temperatura de fusão, mistura |
| Seções de barreira/mistura | Complementos de parafusos opcionais | Conforme necessário | Melhora a fusão uniforme para misturas especiais |
Abaixo está um guia de referência rápida que você pode usar ao configurar uma extrusora para plásticos comuns.
(Os valores são gerais – ajuste de acordo com sua linha de produção e extrusão.)
| do material | (°C) | Relação L/D | Taxa de compressão | Notas principais |
|---|---|---|---|---|
| PC (policarbonato) | 250–320 | 28–32 | 2–3 | Alta viscosidade, fusão estável. Necessita de parafuso longo para plastificação total. |
| PMMA (acrílico) | 160–270 | 20–22 | 2,3–2,6 | Fluxo moderado, forte absorção de água. Use um anel de mistura na ponta do parafuso. |
| PA (náilon) | 260–265 | 18–20 | 3–3,5 | Plástico cristalino, baixa viscosidade. Mantenha uma pequena folga para evitar vazamentos. |
| BICHO DE ESTIMAÇÃO | 255–290 | ~20 | 1,8–2 | Sensível ao cisalhamento. Escolha um parafuso de baixa compressão e baixo cisalhamento. |
| PVC | 140–170 | 16–20 | 1,6–2 | Má estabilidade térmica. Precisa de cano resistente à corrosão e resfriamento cuidadoso. |
Aumente a velocidade da rosca lentamente; saltos repentinos podem queimar o material.
Mantenha as zonas de temperatura do barril progressivas – zona de alimentação mais fria, zona de medição mais quente.
Observe a pressão de fusão ; se atingir picos, seu dado pode estar bloqueado ou o parafuso sobrecarregado.
Use anéis de mistura para materiais transparentes como PMMA para eliminar manchas.
Para resinas sensíveis ao calor (PVC, PET), reduza a contrapressão e evite altas RPM.
Se você processar diversas resinas, considere um design de parafuso modular. Troque as seções em vez do parafuso inteiro — configuração mais rápida, menos tempo de inatividade. Algumas extrusoras modernas também apresentam controle autoajustável de temperatura e torque , o que ajuda a manter a operação estável mesmo quando os materiais variam.
O controle de temperatura é o coração de qualquer processo de extrusão. Se errar, você verá derretimentos irregulares, superfícies ásperas ou plástico queimado. Faça certo e tudo fluirá perfeitamente. Vamos falar sobre como ajustar o perfil de temperatura do barril para que sua extrusora funcione como um sonho.
Cada cilindro extrusor possui diversas zonas de temperatura – cada uma realizando um trabalho específico.
| Função | da zona | Faixa de temperatura típica (°C) | Notas |
|---|---|---|---|
| Zona de alimentação | O material entra; escapes de ar | 20–60 | Mantenha abaixo do ponto de fusão para evitar a formação de pontes |
| Zona de compressão | O material amolece e começa a derreter | 150–230 | Maior calor para ajudar na fusão por fricção |
| Zona de Medição | O derretimento torna-se uniforme e pressurizado | 180–250 | Mantenha o fluxo estável, evite superaquecimento |
| Morrer Zona | Molda e forma o derretimento | 190–260 | Um pouco mais alto para garantir uma extrusão suave |
Esses números mudam com base no material. PET, PVC, PC – todos reagem de maneira diferente, então você precisará ajustar com cuidado.
A maneira como você distribui o calor ao longo do barril muda a forma como o material derrete. Aqui estão as três configurações mais usadas:
Aumento
das temperaturas do perfil aumenta gradualmente da zona de alimentação até a matriz.
Ótimo para a maioria dos termoplásticos.
Ajuda a garantir um derretimento suave e um fluxo consistente.
Perfil Constante
Cada zona funciona aproximadamente à mesma temperatura.
Funciona bem para polímeros estáveis e de baixa viscosidade.
Reduz o risco de degradação térmica.
A temperatura do perfil de pico
aumenta acentuadamente nas zonas intermediárias e depois cai ligeiramente perto da matriz.
Ideal para materiais que necessitam de forte fusão inicial, como plásticos cristalinos.
Ajuda a equilibrar cisalhamento e viscosidade.
Pense em seus objetivos de material e produção:
Para plásticos amorfos como PC ou PMMA — use perfis graduais ou constantes.
Para materiais cristalinos como PA ou PET – os perfis de pico apresentam melhor desempenho.
Para resinas sensíveis ao calor como o PVC – opte por temperaturas mais baixas e rigorosamente controladas e resfriamento mais rápido.
Um teste rápido geralmente revela o que funciona melhor. Observe como o derretimento flui, não apenas os números na tela.
A configuração da temperatura de extrusão não é 'definir e esquecer'. Ela muda conforme o ambiente e os materiais mudam.
Os gatilhos comuns para ajuste incluem:
Umidade do material ou diferentes lotes de resina
Parafusos ou barris gastos afetando o calor friccional
Mudanças no rendimento ou na velocidade do parafuso
Mudanças sazonais de temperatura em sua fábrica
Filtro entupido ou acúmulo perto da matriz
Quando esses fatores mudam, o mesmo deve acontecer com as temperaturas da sua zona.
Veja como os operadores mantêm a temperatura de extrusão estável dia após dia:
Use várias zonas de aquecimento e resfriamento – ajuste cada uma para obter precisão.
Manter os sensores de temperatura calibrados; leituras ruins causam caos.
Deixe a extrusora pré-aquecer uniformemente antes de alimentar o material.
Evite grandes oscilações constantes nas configurações; mudanças pequenas e graduais funcionam melhor.
Monitore a carga do motor e a pressão do derretimento – eles informam se o derretimento está se comportando.
Os operadores profissionais dizem: “Não persiga o termômetro, persiga a qualidade do produto”.
Os sistemas de extrusão modernos fazem mais do que manter a temperatura – eles aprendem.
Algumas máquinas apresentam algoritmos de controle de autoaprendizagem que ajustam automaticamente as temperaturas da zona com base no feedback do derretimento. Outros utilizam sistemas de aquecimento por indução , reduzindo o consumo de energia em até 30%. Essas tecnologias não apenas melhoram o equilíbrio da temperatura, mas também prolongam a vida útil da rosca e do cilindro.
| Tecnologia | Benefício | Economia de energia |
|---|---|---|
| Aquecimento por indução | Transferência de calor mais rápida e limpa | Até 30–35% |
| Controladores de zona automática | Ajusta zonas de forma independente | Melhora a consistência |
| Sensores inteligentes (baseados em IA) | Prevê superaquecimento | Evita o desperdício de produtos |
Eles tornam a extrusão mais inteligente – menos tentativa e erro, mais estabilidade e melhores resultados.
Operar uma extrusora envolve alto calor, altas pressões e peças rotativas. Etapas essenciais de segurança:
Use equipamento de proteção individual (EPI) para os operadores.
Proteções da máquina e procedimentos de bloqueio adequados antes da manutenção.
Treinamento para equipes que trabalham com zonas quentes, sistemas hidráulicos/pneumáticos e painéis elétricos.
O motor não gira / a extrusora não liga : verifique a alimentação elétrica, os intertravamentos de segurança.
Alimentação ou rosca bloqueada : inspecione quanto a contaminação, certifique-se de que o material esteja seco, verifique o desgaste da rosca/cilindro.
Sem saída ou baixo rendimento : verifique bloqueio da matriz, temperatura errada, baixa velocidade da rosca ou má alimentação.
Vazamento ao redor da matriz ou da placa do disjuntor : verifique as vedações, temperatura muito alta, folga incorreta da matriz.
Desligamentos automáticos/falhas de sensores : verificar sensores, verificar sistema de refrigeração, verificar filtro/entupimento.
A limpeza regular é fundamental – usando compostos de purga ou métodos de limpeza manual, dependendo do material.
Inspeções programadas de parafuso, cilindro, matriz, aquecedores, termopares e sistema de refrigeração.
Mantenha registros: tempo de atividade, registros de manutenção, substituições de peças — que ajudam você a planejar e evitar tempos de inatividade dispendiosos.
Quando você investe em equipamentos de extrusão, o fabricante ou fornecedor é muito importante. Veja por que Bkwell se destaca:
Fundada em 2017, com sede no distrito de Shunde, província de Guangdong - parte do respeitado Grupo Jwell.
Focado em máquinas de extrusão de plástico de alta qualidade , integrando P&D, produção e vendas.
A marca Bkwell opera no Sul da China há mais de 4 anos, com uma forte presença no Sudeste Asiático e em outros mercados internacionais.
Em 2018, o grupo estabeleceu a primeira base de produção no exterior sob a direção da Bkwell: a Fábrica Bkwell Intelligent Equipment na Tailândia — demonstrando alcance global e capacidade de fabricação.
Eles são responsáveis pela pesquisa e desenvolvimento avançados de equipamentos de moldagem por extrusão e pelo treinamento de equipes de base no exterior, o que significa que você está trabalhando com um parceiro comprometido com inovação, qualidade e serviço.
Se você estiver adquirindo máquinas de extrusão, escolher uma marca com credenciais comprovadas, suporte global e profundo conhecimento técnico é uma atitude comercial inteligente.
Investir hoje significa pensar no futuro. Algumas tendências que você deve conhecer:
Sistemas energeticamente eficientes : aquecimento/arrefecimento mais inteligentes, sistemas de indução, menor consumo de energia.
Digitalização e Indústria 4.0 : sensores, IoT, manutenção preditiva, diagnóstico remoto.
Reciclagem e sustentabilidade : extrusoras que lidam com materiais mistos ou reciclados apoiam a fabricação circular.
Produção flexível : máquinas que se adaptam às mudanças de produtos/materiais, tempos de configuração mais curtos e design modular.
Ao alinhar-se com um fornecedor como a Bkwell, você estará conectado a essas inovações prontas para o futuro, em vez de comprar equipamentos obsoletos.
Então, em resposta às perguntas:
“O que é uma extrusora?” É o maquinário que transforma matérias-primas em produtos de formato contínuo por meio de fusão, passagem por uma matriz e resfriamento.
'Como configurar uma extrusora?' Envolve a instalação adequada da máquina, configuração do sistema de alimentação, configuração da zona de temperatura, ajuste da velocidade da rosca, configuração de resfriamento/remoção a jusante, alinhamento da matriz, testes e ajuste fino.
Para obter o máximo de sua máquina de extrusão, seja você iniciante ou atualizado, você precisa de hardware de qualidade, design personalizado para seus materiais e um fabricante que o apoie no longo prazo. É por isso que muitos compradores com visão de futuro escolhem a Bkwell.
Pronto para seguir em frente? Entre em contato com a Bkwell hoje mesmo para discutir seus materiais, produtos, rendimento e orçamento - eles o ajudarão a especificar uma máquina que atenda às suas necessidades de produção agora e dimensionada para o futuro.
Q1: Quais são as partes principais de uma extrusora?
A: Sistema de funil/alimentação, parafuso e cilindro, cabeçote, equipamento de resfriamento/a jusante.
Q2: Como uma extrusora de parafuso único difere de uma extrusora de parafuso duplo?
R: O parafuso único é mais simples e econômico; o parafuso duplo oferece melhor mistura, lida com materiais complexos e oferece maior flexibilidade.
Q3: Como você sabe a temperatura correta para extrusão?
R: Use as especificações do material, comece com as orientações do fabricante e depois ajuste com base na qualidade do fundido, aparência, pressão e estabilidade.
Q4: O que causa entupimento ou vazamento da extrusora?
R: Os problemas incluem alimentação inadequada, material sujo, temperatura errada, parafuso ou cilindro desgastado, mau alinhamento da matriz ou bloqueio.
Q5: Com que frequência uma extrusora deve ser limpa?
R: Depende do uso e do material, mas intervalos regulares (verificação diária, limpeza semanal, inspeção detalhada mensal) ajudam a minimizar o tempo de inatividade.
Q6: O que torna as extrusoras Bkwell diferentes de outras marcas?
R: Combinação de foco em P&D, base de fabricação global, suporte técnico profundo e experiência de marca confiável sob a égide do Grupo Jwell.


